 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





описание
метод расчета рабочего состояния конечной мельницы
|
● скорость резки (линейная скорость) расчет vc расстояние, которое точка на окружности лезвия конечной мельницы движется в минуту, может быть рассчитано с использованием следующей формулы: |
|

|
v = скорость резки (м/мин) π=3.14 d = диаметр (мм) n = вращающаяся скорость (мм-¹) |
|
● скорость вращения расчет ротации количество революций в минуту механического веретена, который удерживает конечную мельницу, может быть рассчитано с использованием следующей формулы: |
|
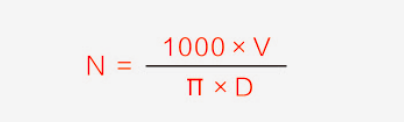 |
n = вращающаяся скорость (мм-¹) v = скорость резки (м/мин) π=3.14 d = диаметр (мм) |
|
● скорость корма расчет скорости подачи скорость подачи рабочего стола в минуту может быть рассчитана по следующей формуле 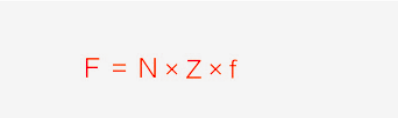 f = скорость подачи (мм/мин) n = вращающаяся скорость (мм-1) z = количество флейты f = скорость подачи флейты (мм/1 флют) |
|
|
● кормку для зубов расчет подачи или расстояние, которое точка на окружности лезвия конечной мельницы движется в минуту, может быть рассчитано с использованием следующей формулы:  f = скорость подачи флейты (мм/1 флют) f = скорость подачи (мм/мин) n = вращающаяся скорость (мм-1) z = количество флейты |
|
|
● рабочее время расчет рабочего времени время, необходимое для вырезания материала заготовки, может быть рассчитано с использованием следующей формулы  tc = рабочее время (мин) l = общая работа рабочей (длина рабочего материала + диаметром лезвия конечной мельницы) f = скорость подачи (мм/мин) |
|
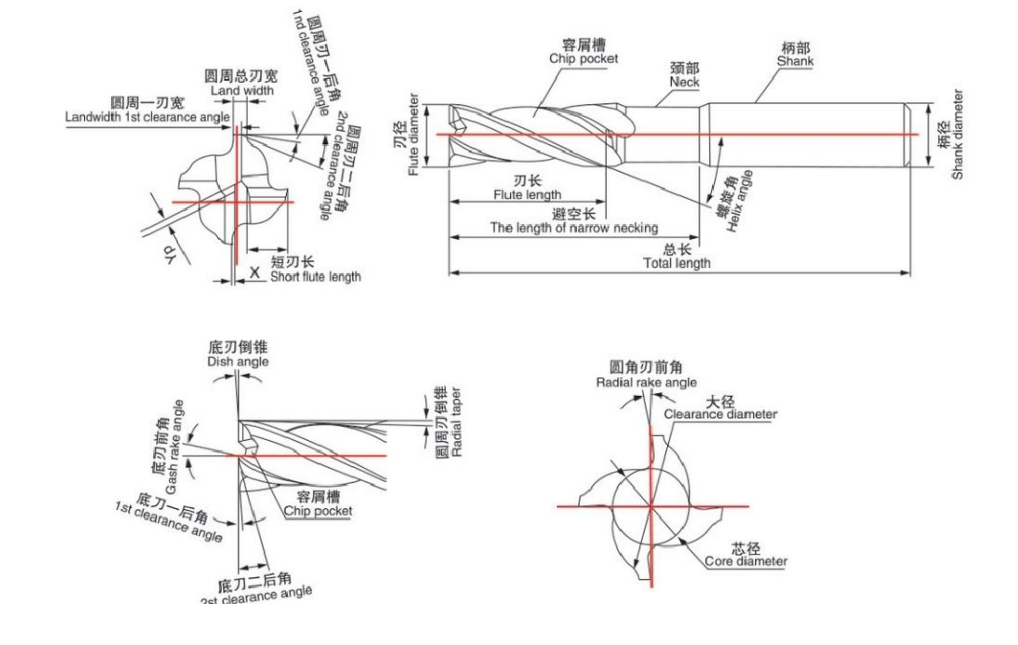
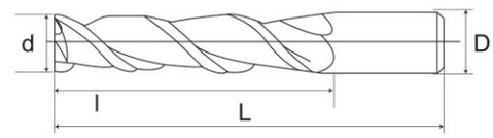
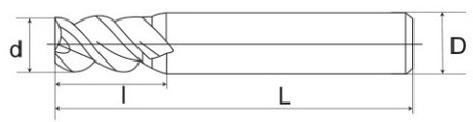
название каждой части фрезера
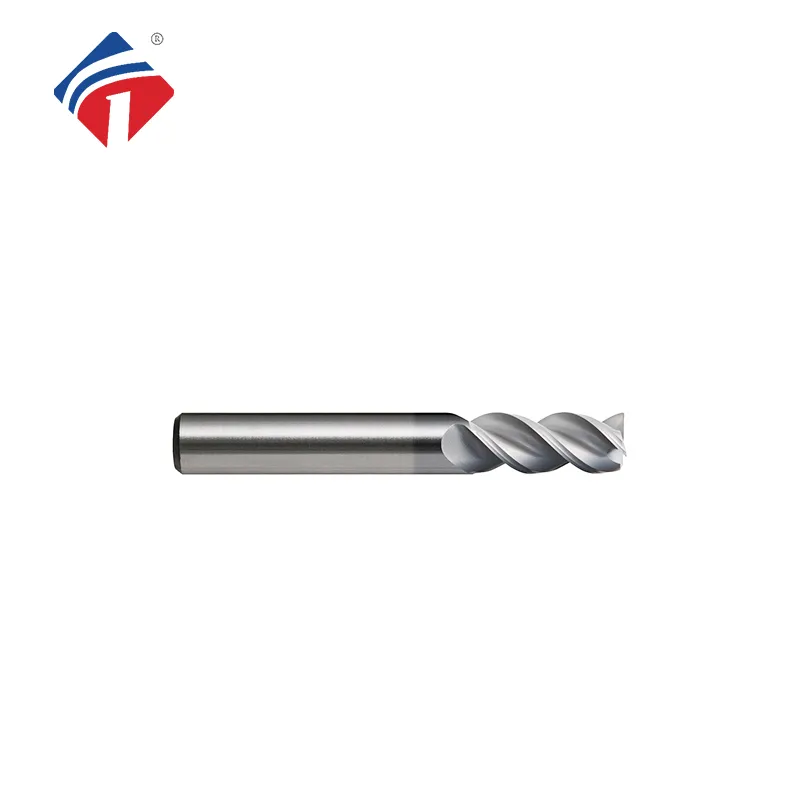
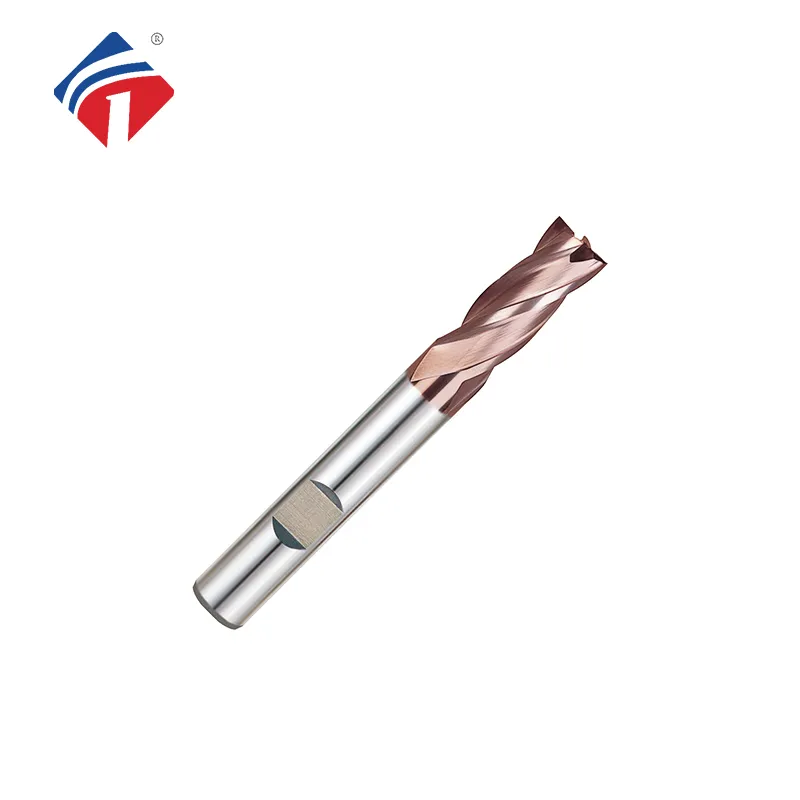
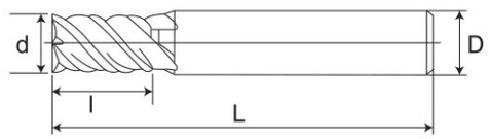
серия измельчения
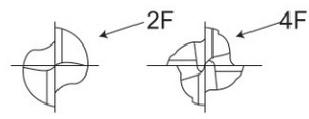
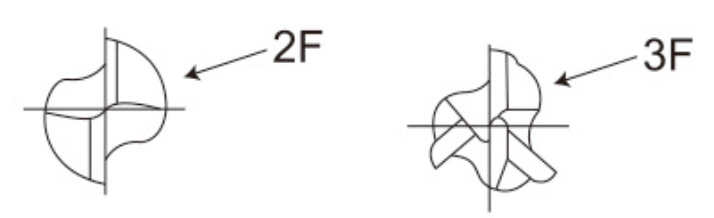
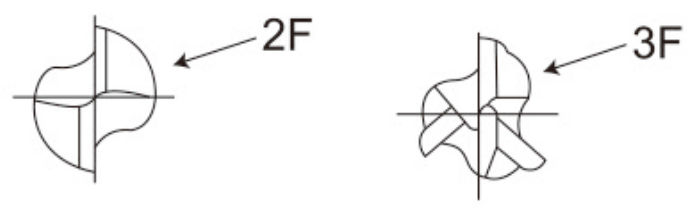
форма финальной мельницы в конце мельницы

2-flute/4-flute cond mills
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер зерна = 0,6 мкм

|
дюймовый |
я |
л |
дюймовый |
фон |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
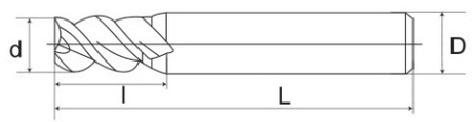
2-х-текущий/4-теплый расширенная конечная мельница
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер зерна = 0,6 мкм
|
дюймовый |
я |
л |
дюймовый |
фон |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ особое внимание:
1. эта таблица является стандартным значением для бокового фрезерного производства. когда инструмент находится в канаве, скорость должна составлять 60% ~ 80% от таблицы ниже, а скорость подачи должна составлять 50% ~ 70% в качестве стандартного значения.
2. пожалуйста, используйте высокоостренные машины и держатели инструментов.
3. пожалуйста, используйте воздушное охлаждение или режущую жидкость, которая не легко производит дым.
4. боковое фрезерование рекомендуется для фрезерования.
5. если жесткость машинного инструмента и заготовки плохая, произойдет вибрация и ненормальный звук. в настоящее время скорость и скорость подачи в таблице ниже должны быть снижены год за годом.
6. держите инструмент навес как можно более коротким без помех.
условия резки
|
2 флейта |
|||||||||||||||
|
обработанные материалы |
чугун пластичный железо |
углеродная сталь \ сплавная сталь |
углеродная сталь \ сплавная сталь ~ 30 часов |
phs \ qt сталь ~ 40hrc |
нержавеющая сталь |
phs \ qt сталь ~ 50 часов |
|||||||||
|
диапазон (мм) |
rpm (мин-) |
подача (мм/мин) |
rpm (min-¹) |
подача (мм/мин) |
rpm (мин-) |
подача (мм/мин) |
rpm (min-¹) |
подача (мм/мин) |
rpm (min-¹) |
подача (мм/мин) |
rpm (min-¹) |
подача (мм/мин) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 флейта |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
максимальная глубина резки |
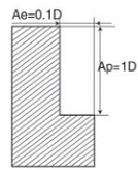 ae = 0,1d ap = 1d |
ae = 0,05d |
ae = 1d доступа ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/мм²
~ 750n/мм²
2-платный/3-теплый конечный мельница для алюминиевого сплава
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер дна = 0,6 мкм

|
дюймовый |
я |
л |
дюймовый |
фон |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-платный/3-тел
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер зерна = 0,6 мкм

|
дюймовый |
я |
л |
дюймовый |
фон |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ особое внимание:
1. в следующей таблице показаны стандартные значения для бокового фрезерования. когда инструмент находится в канаве, скорость должна составлять 60% ~ 80% от таблицы ниже, а скорость подачи должна составлять 50% ~ 70% в качестве стандартного значения.
2. пожалуйста, используйте высокоостренные машины и держатели инструментов.
3. пожалуйста, используйте воздушное охлаждение или режущую жидкость, которая не легко производит дым.
4. down melling рекомендуется для бокового фрезерования.
5. если жесткость машинного инструмента и заготовки плохая, произойдет вибрация и ненормальный звук. в настоящее время скорость и скорость подачи в таблице ниже должны быть уменьшены в годовом исчислении.
6. держите инструмент навес как можно более коротким без помех.
условия алюминия
|
2 флют |
||||
|
обработанные материалы |
алюминиевый сплав |
кремниевый алюминиевый сплав si≤10% |
||
|
дюймовый (мм) |
rpm (min- ') |
подача (мм/мин) |
rpm (min-¹) |
подача (мм/мин) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3 флют |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |

максимальный режущий отдел
|
расследование
связанные категории продуктов
- china cnc carbide end mill cutter
- китайский мельница
- китайский cnc end mills для токарного станка
- китайский инструмент бит
- китай закрепил карбидные кольца для мельницы
- китайский набор маршрутизатора cnc
- карбиды рулоны для проволочного фрезерования
- алюминием cnc end mills
- цементированные карбидные кольца для рулонов мельницы
- 1 4 конечная мельница
- цементированные вставки карбида вольфрама
- 1 4 конечный бит мельницы

