 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





описание
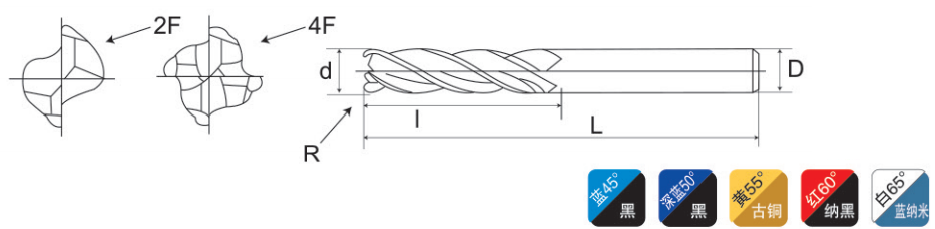
2-х плавный шаровой конец мельницы
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер зерна = 0,6 мкм


|
дюймовый |
я |
л |
дюймовый |
ведущий |
фон |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
2-платный расширенный шаровой конец мельницы
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер зерна = 0,6 мкм


|
дюймовый |
я |
л |
дюймовый |
ведущий |
фон |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
условия резки
|
обработанные материалы |
чугун пластичный железо |
углеродная stee aalloy steel ~ 750n/mm2 |
углеродная сталь \ сплавная сталь 30 часов |
phs \ qt сталь 40 часов |
нержавеющая сталь |
phs \ qt сталь ~ 50 часов |
||||||
|
дюймовый (мм) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
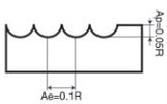
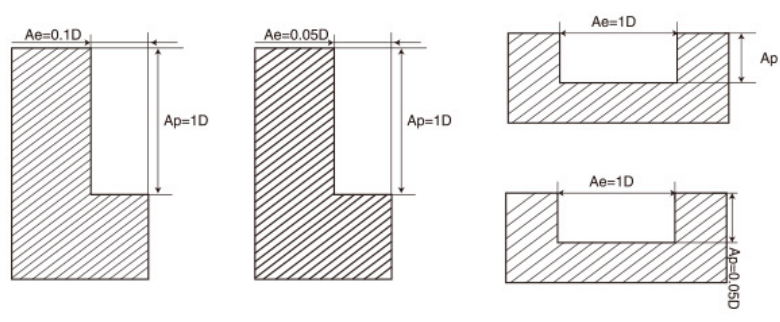
максимальная глубина резки |

|
 |
||||||||||
◆ специальное привлечение:
1. эта таблица является стандартным значением для бокового фрезерного производства. когда инструмент находится в канаве, rpm должен составлять 60% ~ 80% от таблицы ниже, а федерация должна составлять 50% ~ 70% в качестве стандартного значения.
2. пожалуйста, используйте высокоостренные машины и держатели инструментов.
3. пожалуйста, используйте воздушное охлаждение или режущую жидкость, которая не легко производит дым.
4. боковое фрезерование рекомендуется для фрезерования.
5. если жесткость машинного инструмента и заготовки плохая, произойдет вибрация и ненормальный звук. в настоящее время rpm и federate в таблице ниже должны быть снижены год за годом.
6. держите инструмент навес как можно более коротким без помех.
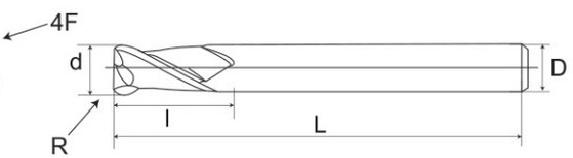
2-х-текущий/4-платный круглый носовой конец
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер зерна = 0,6 мкм
2f

|
дюймовый |
я |
л |
дюймовый |
ведущий |
фон |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flute/4-flute extend clound nose cond mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 размер зерна = 0,6 мкм
|
дюймовый |
я |
л |
дюймовый |
ведущий |
фон |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ специальное привлечение:
1. эта таблица является стандартным значением для бокового фрезерного производства. когда инструмент находится в канаве, rpm должен составлять 60% ~ 80% от таблицы ниже, а федерация должна составлять 50% ~ 70% в качестве стандартного значения.
2. пожалуйста, используйте высокоостренные машины и держатели инструментов.
3. пожалуйста, используйте воздушное охлаждение или режущую жидкость, которая не легко производит дым.
4. боковое фрезерование рекомендуется для фрезерования.
5. если жесткость машинного инструмента и заготовки плохая, произойдет вибрация и ненормальный звук. в настоящее время rpm и federate в таблице ниже должны быть снижены год за годом.
6. держите инструмент навес как можно более коротким без помех.
условия резки
|
2 флют |
||||||||||||||||||||
|
обработанные материалы |
чугун пластичный железо |
углеродистая сталь aalloy steel ~ 750n/mm2 |
углеродистая сталь aalloy steel ~ 30 часов |
phs \ qt сталь ~ 40hrc |
нержавеющая сталь |
phs \ qt сталь ~ 50 часов |
||||||||||||||
|
дюймовый (мм) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
rpm (min-¹) |
федерация (мм/мин) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4 флют |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
максимальная глубина резки
|
 |
|||||||||||||||||||
сплошная карбид одноволоса


применение фрезерования: нержавеющая сталь, чугун, алюминий, медь, графит, пластмассы, композитные материалы, титановые сплавы, никель, теплостойкость, сталь, не сплетен, низкопластные сплавы <24hrc, высокая сплава сталь
<30hrc 、 закаленная сталь 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
спецификация |
спецификация |
||||||
|
дюймовый |
d (h6) |
l1 |
л |
дюймовый |
d (h6) |
l1 |
л |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
твердый карбид с тремя или четырехтоковыми шариковыми носом конец mil



применение применения серинга: нержавеющая сталь, чугун, алюминий, медь, графит, пластмассы, композитные материалы,
титановый сплав, никель, термостойкий сталь, нелеплая, сталь с низким сплавом <24hrc, высокий сплав <30hrc, закаленная сталь 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
спецификация |
|||
|
d1 |
l1 |
дюймовый |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
расследование
связанные категории продуктов
- китайский конец мельницы измельчитель
- китай инструменты с чпу
- китай эндмилл
- китайская конец mill cnc melling
- китайская конечная мельница для стали
- инструмент переворачивания карбида в китае
- уголы cnc end mill
- китай закрепил карбид закулис
- китай закрепил карбид -кольцо
- цементированное карбидовое ролик
- спиральные режущие инструменты
- цементированный твердый карбид карбида вольфрама

